Methanol Plants
Home / Product & Solutions / Blue Solutions & Natural Gas Reforming / Methanol Plants
{kind=link}
Methanol Plants
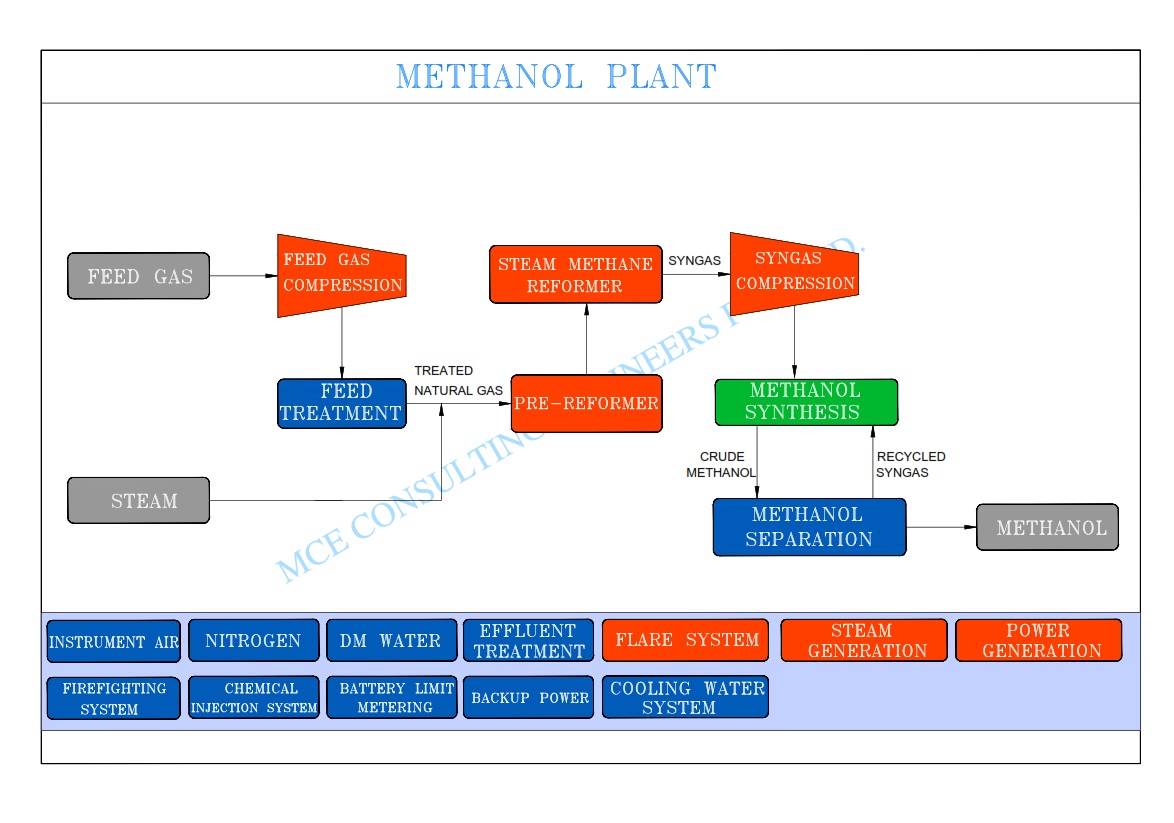
MCE offers cost-effective, modular methanol production units using compact Steam Methane Reformers. The process scheme consists of following sections:
-
Gas Treatment and Compression -
Reforming -
Methanol Synthesis -
Methanol Purification
Gas Treatment and Compression
Feed gas is compressed and treated to remove natural gas liquids, water and acid gases. Hydrogenator and Sulfur removal beds are used to remove traces of sulfur prior to reforming. The Hydrogen rich gas recycled from Methanol synthesis loop is used for hydrogenation of sulfur compounds.
Reforming
The two-step reforming process features a combination of tubular reforming (primary reforming) followed by oxygen-fired adiabatic reforming (secondary reforming). This technology can be used for large and small-scale plants and offers several advantages compared to conventional steam reforming indicated below:
-
CO, CO2, and H2 are produced are in the required stoichiometric ratio, thus minimizing feed consumption. -
Syngas generation pressure is relatively higher (about 40 bar) thereby reducing the energy requirement for make-up gas compression (single stage compressor). -
Steam Reformer load is substantially reduced. Consequently, smaller sized reformer and lower quantity of fuel are required which further reduces the required size of associated equipment in the flue gas duct area.
Methanol Synthesis
The methanol synthesis step involves conversion of synthesis gas into raw methanol, a mixture of methanol, small amount of water, dissolved gases and traces of by-products (DME, higher alcohols, other oxygenates and minor amounts of acids and aldehydes). The methanol synthesis catalyst and process are highly selective in nature. The conversion of hydrogen and carbon oxides to methanol is described by the following reactions:
CO2 + 3H2 → CH3OH + H2O
CO + 2H2 → CH3OH
Methanol Purification
Distillation as well as Molecular Sieve options are available for purification of Methanol
MCE also supplies factory assembled containerized units for production 25/ 50/ 100 TPD Methanol.