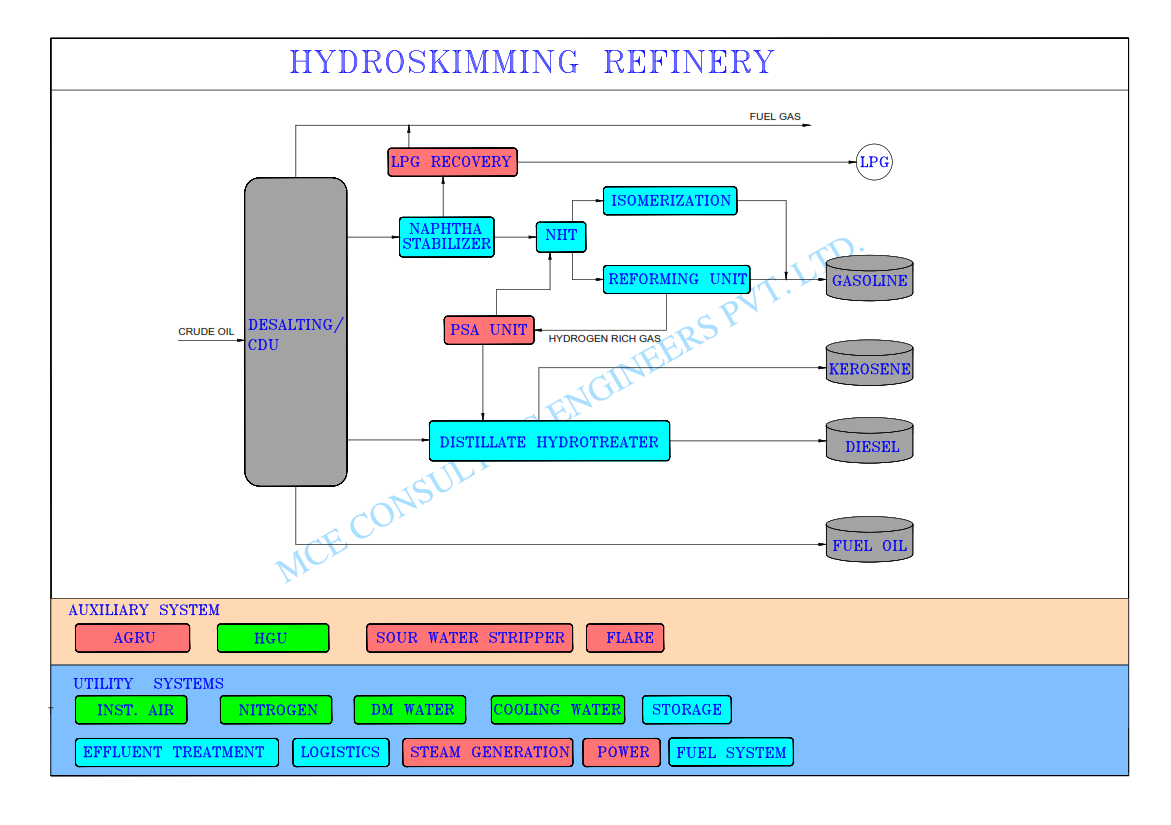
A Hydroskimming refinery constitutes an atmospheric distillation unit with a naphtha processing complex to produce gasoline from straight run naphtha and a distillate hydrotreater to produce low sulfur kerosene and diesel. MCE seamlessly integrates the open art and licensed process and supplies the units on a single point basis. The units are modularised to the extent possible for ease of installation at site.
Standard Sizes
Major Units
The topping unit is first unit in Hydroskimming refinery which produces straight run naphtha, kerosene, gas oil and residue. The straight run products are fed to downstream treatment units.
Naphtha Hydro treatment
Stabilized full range naphtha will undergo further processing in the Naphtha Hydrotreater to remove sulfur and nitrogen, among other impurities, that would otherwise poison the catalyst used in the downstream catalytic reforming process. Sulfur removal is also required to meet gasoline sulfur standards.
Heavy naphtha is converted in the catalytic reformer into a stream comprising of aromatic components with an octane number higher than straight run naphtha. Expected octane number of the reformate typically varies in the range of 90 to 100. The reforming unit also generates a hydrogen-rich gas stream, as well as fuel gas and LPG fractions.
Light naphtha from the Naphtha Hydrotreater is fed to isomerization unit with hydrogen rich gas from reformer unit. Low octane naphtha is converted to high octane isomerate, stored into isomerate storage tank and further sent to gasoline pool for blending
The naphtha fraction is stabilized in a column to reduce C3 and C4 content in naphtha. LPG fraction from overhead of the stabilizer, is mixed with LPG from the reformer and sent to a de-propanizer. Stabilized naphtha is sent to the hydrotreatment unit. The overhead vapors of the LPG plant are then sent to the sweetening unit to be treated and used as refinery fuel gas in fired heaters.
The hydrogen-rich gas from reformer is separated in a pressure swing adsorption (PSA) unit that recovers purified hydrogen suitable to feed the hydrotreating process. The PSA will typically deliver hydrogen with a purity higher than 95 mol%. Off-gas from the PSA unit is used as sweep gas for the flare system.
The intermediate distillates are combined, mixed with recycled hydrogen and then brought to the reaction temperature by a heater prior to being fed to the Diesel Hydrotreater. Off gases from the stripper are routed to the acid gas removal unit before being sent to the fuel gas system for distribution to fuel gas users. Stripped liquids are heated and fed to a splitter column to be separated into kerosene and diesel and then routed to Jet Fuel and/ or USLD blending and storage as seasonal and market conditions.
MCE Consulting Engineers provides fully integrated Engineering, Procurement & Construction Management services for Energy, Chemicals, Refineries, Petrochemicals, Fertilizer, Green Hydrogen, Pharmaceuticals, Bulk Drugs & Food Industries
© 2024 MCE Consulting Engineers. All rights reserved.
{kind=link}