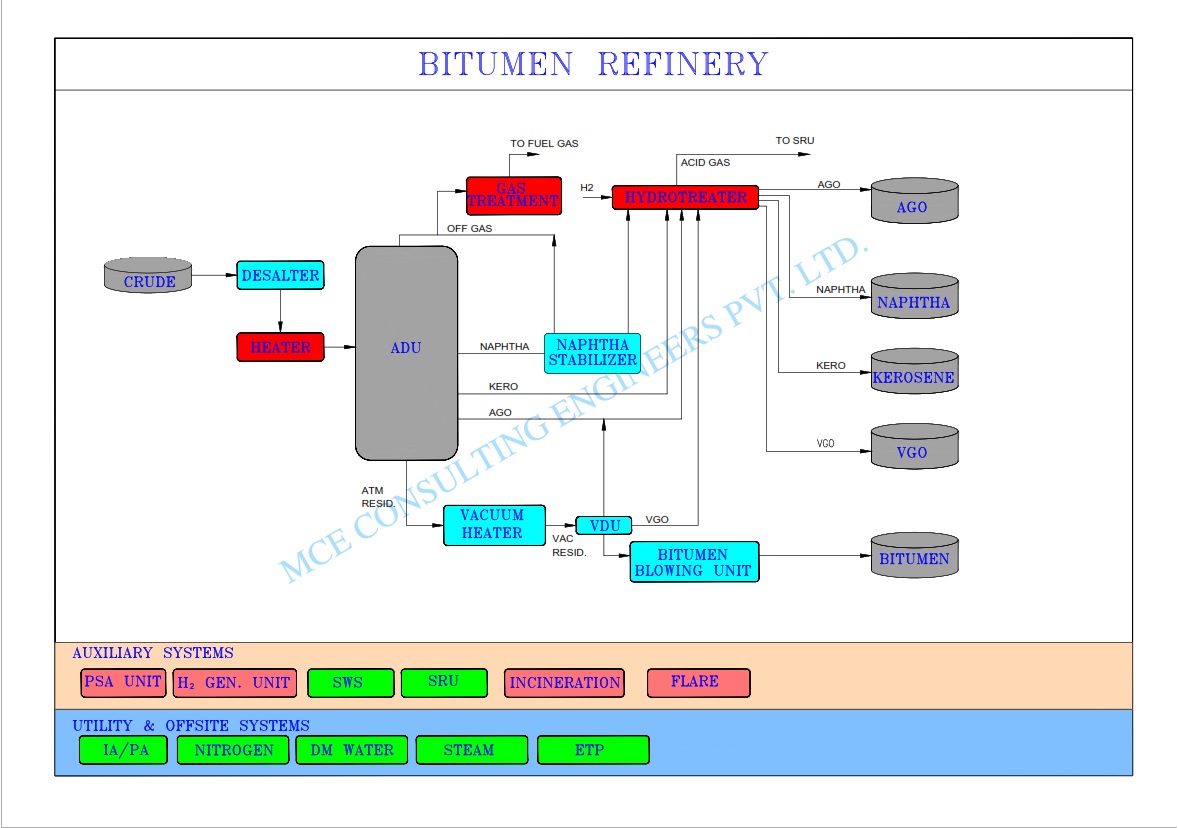
MCE offers Bitumen Production refineries complete with auxiliary and utility units to monetize heavy crude oil. The flexible design allows production of different grades of bitumen.
Standard Sizes
Major Units
The atmospheric residue from atmospheric distillation unit is processed in a vacuum tower to separate the gasoil and residue. The residue drawn should be suitable for desired commercial grade of bitumen. Preheating sections of CDU and VDU are fully integrated in order to maximize heat recovery and minimize fuel consumption. Steam is used to strip vacuum residue at the vacuum tower bottom to ensure that the bitumen properties meet commercial grades.
This unit uses air blowing to produce desired grade and quality of bitumen. The vacuum residue is charged to the unit using gear pumps through charge heaters. The feed residue is contacted with air steam mixture using sparger. A suitable temperature is maintained by controlling steam and air injection rates. The off gases from top are either flared or incinerated and converted bitumen is poured into the drum and left for cooling.
The auxiliary units required are sour water stripper, flare, effluent treatment unit, fire protection and fire & gas detection systems for normal operation of bitumen refinery. Major utility systems required are instrument and plant air, steam, power and process water.
MCE Consulting Engineers provides fully integrated Engineering, Procurement & Construction Management services for Energy, Chemicals, Refineries, Petrochemicals, Fertilizer, Green Hydrogen, Pharmaceuticals, Bulk Drugs & Food Industries
© 2024 MCE Consulting Engineers. All rights reserved.
{kind=link}