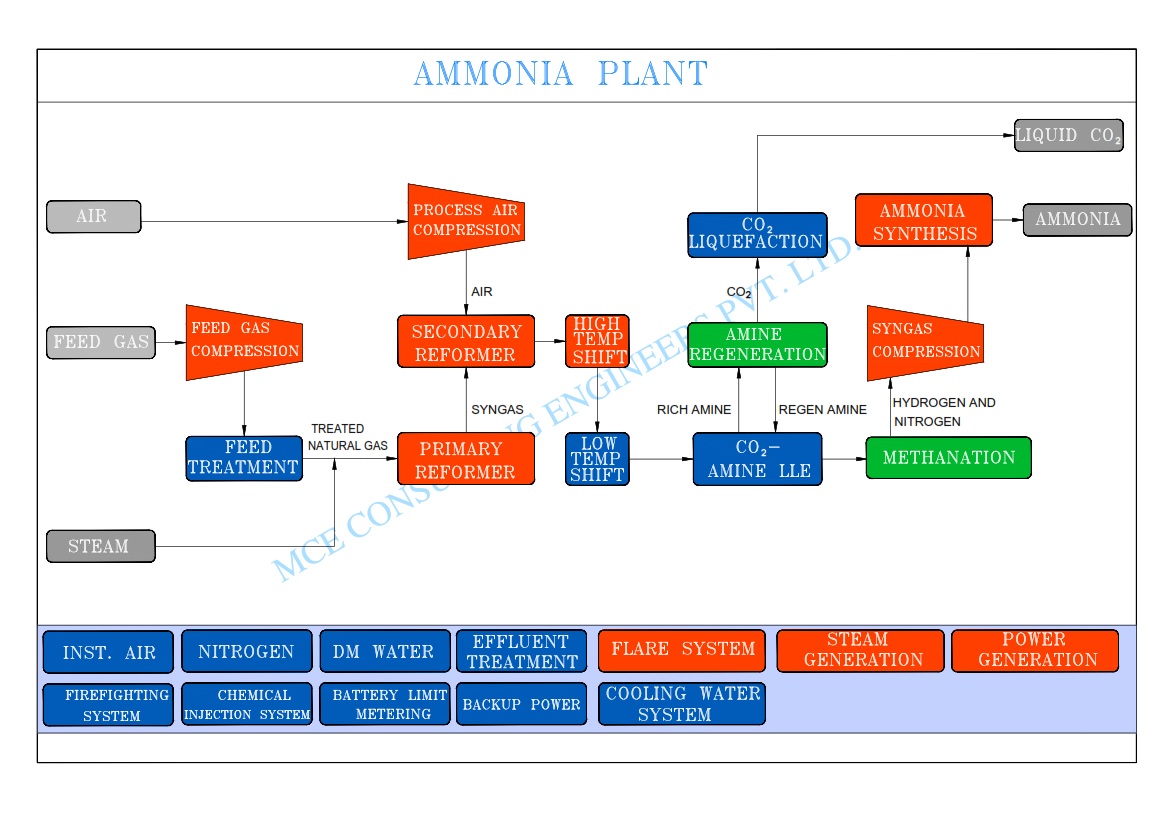
MCE offers cost-effective, modular Ammonia production units using our Proprietory compact Reformers. The plant comprises of following sections:
The steam reforming process is carried out in the Electric Reformer using electrically heated tubes filled with Nickle catalyst pellets. An Air separation plant is used for providing oxygen required for partial oxidation of natural gas and nitrogen for ammonia synthesis converter. The hot syngas from the reformer is cooled in a waste heat recovery boiler before entering the shift converter.
The cooled syngas from the reformer is directed over the shift catalyst to lower the concentration of carbon monoxide in syngas and increase the yield of hydrogen. The gases from shift converter are cooled before entering the purification unit.
A Pressure Swing Adsorption unit is employed to separate hydrogen from syngas. The off gases from the PSA unit are consumed in a catalytic converter to heat incoming natural gas stream.
The purified hydrogen is mixed with nitrogen in desired proportion, compressed and fed to ammonia synthesis reactor consisting of two stage fixed beds with intermediate cooling. The product gas from the synthesis converter is cooled by incoming natural gas and condensed to get liquid ammonia.
MCE also supplies factory assembled containerized units for 25/ 50/ 100 TPD Ammonia production.
MCE Consulting Engineers provides fully integrated Engineering, Procurement & Construction Management services for Energy, Chemicals, Refineries, Petrochemicals, Fertilizer, Green Hydrogen, Pharmaceuticals, Bulk Drugs & Food Industries
© 2024 MCE Consulting Engineers. All rights reserved.
{kind=link}